
 18806371365
18806371365



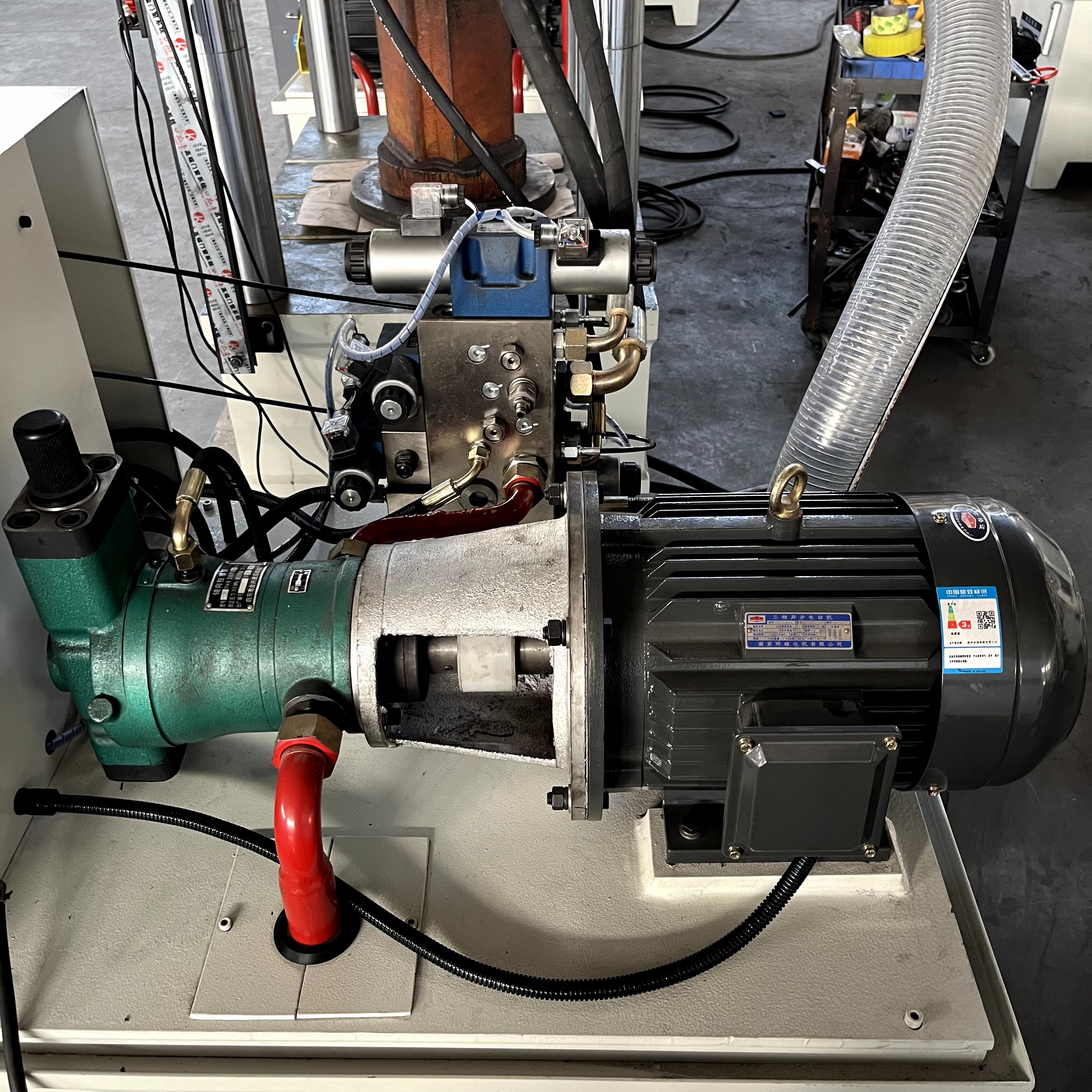

采用 “液压驱动 + 四柱导向” 协同机制,主缸输出 100 吨额定压力,通过滑块垂直下行施加均匀拉力,同时下顶缸提供 30 吨辅助顶推力,形成 “拉 - 托” 联动效果。利用金属材料的塑性变形特性,在模具约束下,将平板板材逐步拉伸为预设形状,全程保持压力与速度的动态平衡,确保工件成型精度与壁厚均匀性。
坯料准备:根据工件尺寸裁剪 0.5-10mm 厚度的不锈钢、铝合金、碳钢等金属板材,经表面清洁处理后,放置于工作台模具定位处。
参数设定:通过 PLC 控制系统输入拉伸压力(0-100 吨可调)、拉伸速度(0-50mm/s 无级调节)、拉伸深度及下顶缸顶出力度与行程,系统自动存储参数并调用。
压制拉伸:启动设备后,滑块空载快速下行至坯料表面,随后转为工作速度平稳施压,下顶缸同步托举坯料,避免边缘起皱;主缸持续施加拉力,使板材沿模具型腔逐步变形。
保压定型:工件拉伸至预设尺寸后,系统自动进入保压阶段(保压时间 0-60 秒可调),消除材料内应力,确保成型后工件不易回弹。
顶出取件:保压结束后,主缸上行复位,下顶缸启动将工件从模具中平稳顶出,完成一次拉伸循环,可切换全自动模式实现连续批量生产。
上一篇:100T四梁四柱粉末成型液压机
下一篇:100吨龙门液压机四柱导向

服务热线
 鲁公网安备37048102006902号
鲁公网安备37048102006902号